
Problem
During a turnaround at a gas plant, pressure testing was performed on a sulphur condenser’s (the “vessel”) shell side. The vessel was accidentally overpressured to 5.3 times its MAWP (maximum allowable working pressure). A new vessel would have cost over a million dollars and would have taken over 6 months to be built. Acuren performed Level 3 API 579-ASME FFS-1 Fitness for Service, followed by different NDE techniques, hardness testing and strain gauging during a pressure test. We worked very closely with the regulator and the customer to eventually bring the vessel back to service.
This work was performed on an emergency basis. If the team was unable to bring the vessel back into service, the client would have had to flare a significant amount of gas, which would be detrimental, costly, and pose a risk of requiring a total plant shut down.
The asset involved was a sulfur condenser. A sulfur condenser is installed downstream from each catalytic reactor to condensate, and make feasible, the separation of the elemental sulfur before entering the next catalytic reactor. It is a critical asset and without it, the entire feed acid gas would have to be potentially flared.
Acuren Solution
The customer reached out to our team immediately after the incident. We collaborated with the client, the regulator and our engineers to determine a path forward. A Level 3 API 579/ASME FFS-1 (“API 579”) fitness-for service (FFS) assessment of the affected vessel components was performed and subsequent inspections were completed.
The following modes of failure were considered during our evaluation:
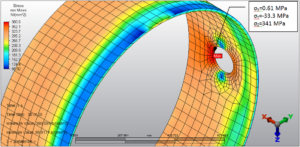
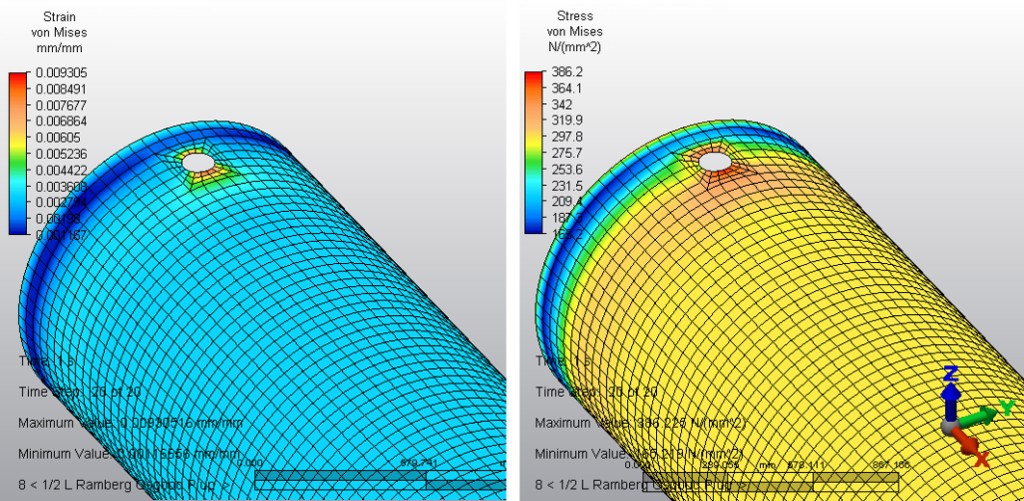
- Shape distortion of the shell, nozzles, tubesheets and heat-exchanger tubes
- Failure due to plastic collapse
- Local failure
- Potential cracking
- Buckling of heat-exchanger tubes
- Deformation of tubesheets
$800,000 of hard dollar savings as well as zero plant downtime.
Technical
Inspections:
Upon the completion of the Fitness for Serivice engineering assessment, the following inspections were then prescribed based on the FEA (finite element analysis) results: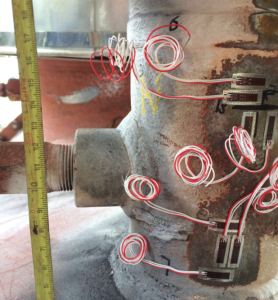
- Hardness readings (to confirm grade): confirmed
- MPI on all welds: no indications found
- Shell diameter measurement: potential bulging in the middle
- Shell straightness: acceptable
- Leak test: passed
- Dial gauge: tubesheet deflection
Credentials:
- Professional Engineer
- CGSB MT II
Duration of Project:
- 3 weeks
Value
Acuren is the “go to“ company for our clients during emergencies. We have proven that time and time again our experts have all the tools and experience to perform different levels of API 579 FFS, as well as crack assessment based on BS7608, ASTM E 1049, BS 7910, PRCI NG 18, CSA Z662 Annex K. Regulators have high regard for our work and expertise which helps facilitate approvals in complicated cases.
We were able to deliver savings for this client in a number of ways:
- $800,000 savings
- Zero plant downtime
- Reduced environmental impact by eliminating system flare to environment
Acuren provides state-of-the-art nondestructive testing, inspection, engineering and rope access enabled integrated services, delivered throughout 90 locations and utilizing 4,000 employees across North America and the United Kingdom.
To speak to our team about this project or to find out how we can help solve your complex challenges, please call 1-800-218-7450 or email us.
Access the PDF for this project by clicking on the image:

